- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



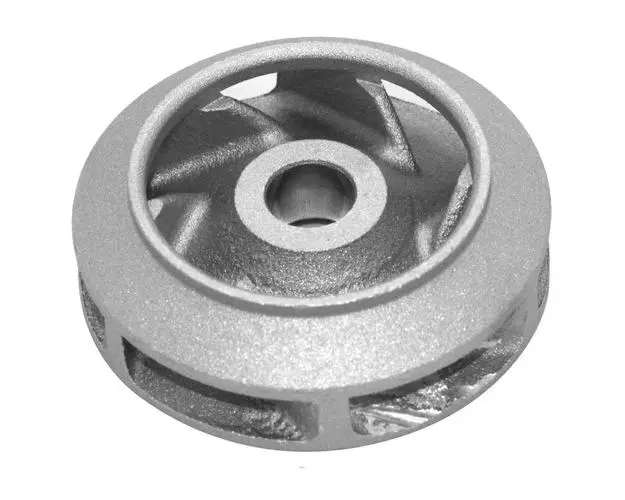
Silica Sol Investment Casting
Silica Sol Investment Casting
Silica Sol Investment Castingay isang anyo ng investment casting. Ang proseso ay halos magkatulad maliban na ang investment mold ay gawa sa silica sol zircon sand na hinaluan ng refractory powder. Ang silica sol zircon sand ay pambihirang pinong butil (10-20 Microns) at maaaring ihalo sa isang slurry na may napakababang lagkit kapag gumagawa ng amag. Ang resulta ay isang paraan ng paghahagis na naghahatid ng tumpak na mga paghahagis na may mahusay na mga as-cast surface finish. Higit sa lahat, ang silica sol zircon mold ay maaaring makatiis ng mga temperatura hanggang 2000°C, na ginagawa itong lubhang kapaki-pakinabang kapag naghahagis ng mataas na temperatura na mga bakal at hindi kinakalawang na asero.
Bakit gamitinSilica Sol Investment Casting?
Magandang maidudulotpaghahagis ng pamumuhunan ng silica sol:
â Mahusay na kakayahang magamit; angkop para sa paghahagis ng karamihan sa mga metal.
â Papayagan ang napakasalimuot na mga casting na magawa gamit ang manipis na mga dingding.
â Posible ang mga makinis na pag-finish sa ibabaw nang walang linya ng paghihiwalay kaya nababawasan o inaalis ang machining at finishing.
â Binibigyang-daan ang mga hindi ma-machinable na bahagi na i-cast nang tumpak sa halip.
â Napakahusay na dimensional accuracySilica Sol Process1. Isang metal die ang ginawa, ang impresyon ay kapareho ng kinakailangan sa huling molde.
2. Ang tunaw na waks ay itinuturok sa metal die upang lumikha ng isang pattern, pinapayagang patigasin at pagkatapos ay alisin. Ang ilang kumplikadong pattern ng wax ay ginawa sa pamamagitan ng pagsasama-sama ng ilang magkakahiwalay na pattern gamit ang isang malagkit.
3. Ang mga wax ay pagkatapos ay binuo sa isang puno ng waks, maraming bahagi ang maaaring ilagay sa puno depende sa laki, karaniwan na ang mga bahagi ay nasa hanay ng timbang na 0.1kg hanggang 50kg.
4. Ang puno ay pagkatapos ay ilulubog sa silica sol zircon slurry upang mabalot ang wax, ang slurry ay napakahusay na may mababang lagkit na nagreresulta sa isang mahusay na as-cast surface finish. Ang slurry ay pinahiran ng isang refractory na materyal at ang proseso ay paulit-ulit nang maraming beses hanggang sa isang shell ay nilikha sa paligid ng pattern ng waks.
5.Ang proseso ng pagpapatayo ay kritikal. Ang mga shell ay dapat pahintulutang matuyo nang natural sa isang pare-parehong temperatura upang payagan ang mga silica sol gels at refractory particle na mag-bond, ang resulta ay isang malakas, mataas na kalidad na amag ng shell. Ang mga puno ng waks ay inilalagay sa mga hurno na humigit-kumulang 200 degrees upang matunaw ang waks.
6. Kapag ang lahat ng wax ay tinanggal ang mga puno ay pinainit hanggang sa higit sa 1000 degrees upang makumpleto ang paghahanda para sa paghahagis.
7. Ang metal ay ibinubuhos sa mainit na amag, na nagpapahintulot sa haluang metal na maabot ang pinakamanipis na mga seksyon ng amag bago ito tumigas.
Bakit gamitinSilica Sol Investment Casting?
Magandang maidudulotpaghahagis ng pamumuhunan ng silica sol:
â Mahusay na kakayahang magamit; angkop para sa paghahagis ng karamihan sa mga metal.
â Papayagan ang napakasalimuot na mga casting na magawa gamit ang manipis na mga dingding.
â Posible ang mga makinis na pag-finish sa ibabaw nang walang linya ng paghihiwalay kaya nababawasan o inaalis ang machining at finishing.
â Binibigyang-daan ang mga hindi ma-machinable na bahagi na i-cast nang tumpak sa halip.
â Napakahusay na dimensional accuracySilica Sol Process1. Isang metal die ang ginawa, ang impresyon ay kapareho ng kinakailangan sa huling molde.
2. Ang tunaw na waks ay itinuturok sa metal die upang lumikha ng isang pattern, pinapayagang patigasin at pagkatapos ay alisin. Ang ilang kumplikadong pattern ng wax ay ginawa sa pamamagitan ng pagsasama-sama ng ilang magkakahiwalay na pattern gamit ang isang malagkit.
3. Ang mga wax ay pagkatapos ay binuo sa isang puno ng waks, maraming bahagi ang maaaring ilagay sa puno depende sa laki, karaniwan na ang mga bahagi ay nasa hanay ng timbang na 0.1kg hanggang 50kg.
4. Ang puno ay pagkatapos ay ilulubog sa silica sol zircon slurry upang mabalot ang wax, ang slurry ay napakahusay na may mababang lagkit na nagreresulta sa isang mahusay na as-cast surface finish. Ang slurry ay pinahiran ng isang refractory na materyal at ang proseso ay paulit-ulit nang maraming beses hanggang sa isang shell ay nilikha sa paligid ng pattern ng waks.
5.Ang proseso ng pagpapatayo ay kritikal. Ang mga shell ay dapat pahintulutang matuyo nang natural sa isang pare-parehong temperatura upang payagan ang mga silica sol gels at refractory particle na mag-bond, ang resulta ay isang malakas, mataas na kalidad na amag ng shell. Ang mga puno ng waks ay inilalagay sa mga hurno na humigit-kumulang 200 degrees upang matunaw ang waks.
6. Kapag ang lahat ng wax ay tinanggal ang mga puno ay pinainit hanggang sa higit sa 1000 degrees upang makumpleto ang paghahanda para sa paghahagis.
7. Ang metal ay ibinubuhos sa mainit na amag, na nagpapahintulot sa haluang metal na maabot ang pinakamanipis na mga seksyon ng amag bago ito tumigas.
Nawalang Foam Casting
Nawalang Foam Casting
Nawala ang foam castingay isang uri ng evaporative pattern casting. Ang pamamaraang ito ay medyo katulad ng investment casting na gumagamit ng wax sa halip na foam sa proseso ng paggawa ng pattern.
Ang pattern ng foam ay unang ginamit sa paggawa ng metal noong 1958. Bagama't ang pamamaraan ng paghahagis ng amag na ito ay hindi kasing tanyag ng iba pang mga pamamaraan tulad ng paghahagis ng amag ng buhangin o permanenteng paghahagis, ito ay nagpapanatili ng mga natatanging pakinabang, lalo na sa paghahagis ng kumplikado at tumpak na mga amag.
Hindi tulad ng mga tradisyunal na pamamaraan na kinabibilangan ng proseso ng pag-withdraw ng pattern bago ang paghahagis at nangangailangan ng kahusayan sa hakbang sa pag-alis ng pattern, na may kinalaman sa paraan ng nawalang foam, ang pattern ay sumingaw kapag ang tinunaw na metal ay ibinuhos upang makatulong na mabawasan ang mga pagsasaalang-alang na ito.
Angnawalang foam castingproseso

Nawalang proseso ng bula
Ang nawalang foam casting technology ay may kasamang 5 hakbang: pagdidisenyo ng pattern; paglalapat ng pagpipinta ng pagkakabukod; paglalagay ng pattern sa sand flask; pagbuhos ng tinunaw na metal; at pagkolekta ng mga casting.
Paano ginawa ang isang nawalang pattern ng foam?
Una, ang isang pattern ay dinisenyo mula sa polystyrene foam. Ang ganitong uri ng foam ay may mahalagang papel sa pamamaraang ito ng paghahagis. Ito ay isang mahusay na thermal insulator at chemical resistance, nagbibigay-daan sa pagtatrabaho nang normal sa temperaturang mas mababa sa 75 â.
Depende sa kahirapan at mga detalye ng produkto, ang pattern ng foam ay maaaring gawin mula sa iba't ibang kaugalian.
Paggawa ng pattern para sa nawalang proseso ng foam
Para sa lubos na detalyadong mga pattern ng paghahagis, ang pattern ng foam ay bahagyang ginawa at pinagdikit. Para sa maliit na volume, ang mga foundry ay madalas na gumagawa ng mga pattern sa pamamagitan ng hand-cut o machined mula sa isang solid na bloke ng bula. Kung ang pattern ay sapat na simple, ang isang hot wire foam cutter ay maaaring ilapat.
Kung sakaling ang volume ay malaki, ang pattern ay maaaring mass-produce sa pamamagitan ng isang proseso na katulad ng injection molding.
Ang mga polystyrene beads ay iniksyon sa isang pre-heated aluminum mold sa mababang presyon. Pagkatapos na ang singaw ay inilapat na humahantong sa polystyrene na lumalawak upang punan ang walang laman na lukab at pagkatapos ay bumuo ng pattern o isang seksyon. Ang huling pattern ay humigit-kumulang 97.5% hangin at 2.5% polystyrene.
Proseso ng paghahagis
Kapag ang pattern ay nabuo, ito ay pinahiran ng insulation paint, inilagay sa isang prasko at napapalibutan ng un-bonded na buhangin at siksik.
ang pattern ay pinahiran ng insulation paint sa nawalang proseso ng foam
Gumagana ang pantakip na pintura upang mapataas ang tibay ng ibabaw ng amag, protektahan mula sa pagguho, at sira. Sapagkat, ang prasko ay angkop na idinisenyo para sa pamamaraang ito upang kapag ang tinunaw na metal ay ibinuhos sa amag, ang gas na nabuo sa pamamagitan ng pagsunog ng bula ay ganap na maalis.
Matapos ibuhos ang tinunaw na metal sa pattern ng bula, ang pattern ng bula ay nasusunog at ang paghahagis ay nabuo.
Ang Lost foam method ay inilalapat sa cast steel na produkto
Ang pattern ng foam ay unang ginamit sa paggawa ng metal noong 1958. Bagama't ang pamamaraan ng paghahagis ng amag na ito ay hindi kasing tanyag ng iba pang mga pamamaraan tulad ng paghahagis ng amag ng buhangin o permanenteng paghahagis, ito ay nagpapanatili ng mga natatanging pakinabang, lalo na sa paghahagis ng kumplikado at tumpak na mga amag.
Hindi tulad ng mga tradisyunal na pamamaraan na kinabibilangan ng proseso ng pag-withdraw ng pattern bago ang paghahagis at nangangailangan ng kahusayan sa hakbang sa pag-alis ng pattern, na may kinalaman sa paraan ng nawalang foam, ang pattern ay sumingaw kapag ang tinunaw na metal ay ibinuhos upang makatulong na mabawasan ang mga pagsasaalang-alang na ito.
Angnawalang foam castingproseso
Nawalang proseso ng bula
Ang nawalang foam casting technology ay may kasamang 5 hakbang: pagdidisenyo ng pattern; paglalapat ng pagpipinta ng pagkakabukod; paglalagay ng pattern sa sand flask; pagbuhos ng tinunaw na metal; at pagkolekta ng mga casting.
Paano ginawa ang isang nawalang pattern ng foam?
Una, ang isang pattern ay dinisenyo mula sa polystyrene foam. Ang ganitong uri ng foam ay may mahalagang papel sa pamamaraang ito ng paghahagis. Ito ay isang mahusay na thermal insulator at chemical resistance, nagbibigay-daan sa pagtatrabaho nang normal sa temperaturang mas mababa sa 75 â.
Depende sa kahirapan at mga detalye ng produkto, ang pattern ng foam ay maaaring gawin mula sa iba't ibang kaugalian.
Paggawa ng pattern para sa nawalang proseso ng foam
Para sa lubos na detalyadong mga pattern ng paghahagis, ang pattern ng foam ay bahagyang ginawa at pinagdikit. Para sa maliit na volume, ang mga foundry ay madalas na gumagawa ng mga pattern sa pamamagitan ng hand-cut o machined mula sa isang solid na bloke ng bula. Kung ang pattern ay sapat na simple, ang isang hot wire foam cutter ay maaaring ilapat.
Kung sakaling ang volume ay malaki, ang pattern ay maaaring mass-produce sa pamamagitan ng isang proseso na katulad ng injection molding.
Ang mga polystyrene beads ay iniksyon sa isang pre-heated aluminum mold sa mababang presyon. Pagkatapos na ang singaw ay inilapat na humahantong sa polystyrene na lumalawak upang punan ang walang laman na lukab at pagkatapos ay bumuo ng pattern o isang seksyon. Ang huling pattern ay humigit-kumulang 97.5% hangin at 2.5% polystyrene.
Proseso ng paghahagis
Kapag ang pattern ay nabuo, ito ay pinahiran ng insulation paint, inilagay sa isang prasko at napapalibutan ng un-bonded na buhangin at siksik.
ang pattern ay pinahiran ng insulation paint sa nawalang proseso ng foam
Gumagana ang pantakip na pintura upang mapataas ang tibay ng ibabaw ng amag, protektahan mula sa pagguho, at sira. Sapagkat, ang prasko ay angkop na idinisenyo para sa pamamaraang ito upang kapag ang tinunaw na metal ay ibinuhos sa amag, ang gas na nabuo sa pamamagitan ng pagsunog ng bula ay ganap na maalis.
Matapos ibuhos ang tinunaw na metal sa pattern ng bula, ang pattern ng bula ay nasusunog at ang paghahagis ay nabuo.
Ang Lost foam method ay inilalapat sa cast steel na produkto
Shell Mould Casting
Shell Mould Casting
Cast ng amag ng shellingay isang proseso ng paghahagis ng metal na katulad ng paghahagis ng buhangin, kung saan ang nilusaw na metal ay ibinubuhos sa isang magagastos na amag. Gayunpaman, sa paghahagis ng amag ng shell, ang amag ay isang manipis na pader na shell na nilikha mula sa paglalagay ng sand-resin mixture sa paligid ng isang pattern. Ang pattern, isang piraso ng metal sa hugis ng nais na bahagi, ay muling ginagamit upang bumuo ng maramihang mga molds ng shell. Ang isang reusable pattern ay nagbibigay-daan para sa mas mataas na mga rate ng produksyon, habang ang mga disposable molds ay nagbibigay-daan sa mga kumplikadong geometries na ma-cast. Ang paghahagis ng amag ng shell ay nangangailangan ng paggamit ng metal pattern, oven, sand-resin mixture, dump box, at molten metal.
Paghahagis ng amag ng shellnagbibigay-daan sa paggamit ng parehong ferrous at non-ferrous na mga metal, kadalasang gumagamit ng cast iron, carbon steel, alloy steel, hindi kinakalawang na asero, aluminyo haluang metal, at tansong haluang metal. Ang mga karaniwang bahagi ay maliit hanggang katamtaman ang laki at nangangailangan ng mataas na katumpakan, tulad ng mga gear housing, cylinder head, connecting rod, at lever arm.
Angpaghahagis ng amag ng shellang proseso ay binubuo ng mga sumusunod na hakbang:
1.Paggawa ng pattern - Ang dalawang pirasong metal na pattern ay nilikha sa hugis ng nais na bahagi, karaniwang mula sa bakal o bakal. Ang iba pang mga materyales ay minsan ginagamit, tulad ng aluminyo para sa mababang dami ng produksyon o grapayt para sa paghahagis ng mga reaktibong materyales.
2.Paglikha ng amag - Una, ang bawat kalahati ng pattern ay pinainit sa 175-370°C (350-700°F) at pinahiran ng lubricant upang mapadali ang pagtanggal. Susunod, ang pinainit na pattern ay naka-clamp sa isang dump box, na naglalaman ng pinaghalong buhangin at isang resin binder. Ang dump box ay baligtad, na nagbibigay-daan sa pinaghalong sand-resin na ito na malagyan ng pattern. Ang pinainit na pattern ay bahagyang nagpapagaling sa pinaghalong, na ngayon ay bumubuo ng isang shell sa paligid ng pattern. Ang bawat pattern na kalahati at nakapalibot na shell ay ginagamot hanggang sa makumpleto sa isang oven at pagkatapos ay ang shell ay ilalabas mula sa pattern.
3.Pagpupulong ng amag - Ang dalawang bahagi ng shell ay pinagsama at ligtas na nakakapit upang mabuo ang kumpletong amag ng shell. Kung ang anumang mga core ay kinakailangan, ang mga ito ay ipinasok bago isara ang amag. Ang shell mold ay inilalagay sa isang prasko at sinusuportahan ng isang backing material.
4.Pagbubuhos - Ang amag ay mahigpit na nakakapit habang ang tinunaw na metal ay ibinubuhos mula sa isang sandok patungo sa sistema ng gating at pinupuno ang lukab ng amag.
5. Paglamig - Matapos mapunan ang amag, ang tinunaw na metal ay pinahihintulutang lumamig at tumigas sa hugis ng huling paghahagis.
6.Pag-alis ng Casting - Matapos lumamig ang tinunaw na metal, maaaring masira ang amag at maalis ang cast. Ang mga proseso ng pag-trim at paglilinis ay kinakailangan upang alisin ang anumang labis na metal mula sa feed system at anumang buhangin mula sa amag.


Paghahagis ng amag ng shellnagbibigay-daan sa paggamit ng parehong ferrous at non-ferrous na mga metal, kadalasang gumagamit ng cast iron, carbon steel, alloy steel, hindi kinakalawang na asero, aluminyo haluang metal, at tansong haluang metal. Ang mga karaniwang bahagi ay maliit hanggang katamtaman ang laki at nangangailangan ng mataas na katumpakan, tulad ng mga gear housing, cylinder head, connecting rod, at lever arm.
Angpaghahagis ng amag ng shellang proseso ay binubuo ng mga sumusunod na hakbang:
1.Paggawa ng pattern - Ang dalawang pirasong metal na pattern ay nilikha sa hugis ng nais na bahagi, karaniwang mula sa bakal o bakal. Ang iba pang mga materyales ay minsan ginagamit, tulad ng aluminyo para sa mababang dami ng produksyon o grapayt para sa paghahagis ng mga reaktibong materyales.
2.Paglikha ng amag - Una, ang bawat kalahati ng pattern ay pinainit sa 175-370°C (350-700°F) at pinahiran ng lubricant upang mapadali ang pagtanggal. Susunod, ang pinainit na pattern ay naka-clamp sa isang dump box, na naglalaman ng pinaghalong buhangin at isang resin binder. Ang dump box ay baligtad, na nagbibigay-daan sa pinaghalong sand-resin na ito na malagyan ng pattern. Ang pinainit na pattern ay bahagyang nagpapagaling sa pinaghalong, na ngayon ay bumubuo ng isang shell sa paligid ng pattern. Ang bawat pattern na kalahati at nakapalibot na shell ay ginagamot hanggang sa makumpleto sa isang oven at pagkatapos ay ang shell ay ilalabas mula sa pattern.
3.Pagpupulong ng amag - Ang dalawang bahagi ng shell ay pinagsama at ligtas na nakakapit upang mabuo ang kumpletong amag ng shell. Kung ang anumang mga core ay kinakailangan, ang mga ito ay ipinasok bago isara ang amag. Ang shell mold ay inilalagay sa isang prasko at sinusuportahan ng isang backing material.
4.Pagbubuhos - Ang amag ay mahigpit na nakakapit habang ang tinunaw na metal ay ibinubuhos mula sa isang sandok patungo sa sistema ng gating at pinupuno ang lukab ng amag.
5. Paglamig - Matapos mapunan ang amag, ang tinunaw na metal ay pinahihintulutang lumamig at tumigas sa hugis ng huling paghahagis.
6.Pag-alis ng Casting - Matapos lumamig ang tinunaw na metal, maaaring masira ang amag at maalis ang cast. Ang mga proseso ng pag-trim at paglilinis ay kinakailangan upang alisin ang anumang labis na metal mula sa feed system at anumang buhangin mula sa amag.
Water Glass Investment Casting
Water Glass Investment Casting
Water glass Paghahagis ng pamumuhunanay halos kapareho sa investment casting (i.e. ang nawalang paraan ng wax), ngunit partikular na angkop sa malalaking casting at mas mura ang paggawa. Ang proseso ay nagbibigay ng isang napakahusay na surface finish at dimensional na katumpakan kaysa sa naabot sa pamamagitan ng sand casting, at mas kumplikadong mga hugis ay maaaring makamit. Bilang karagdagan sa mga bakal, posibleng mag-cast ng mga alternatibong materyales tulad ng iron at SG iron gamit ang pamamaraang ito.
Ang pagkakaiba sa pagitan ng paraan ng nawalang wax at water glass casting ay ang paraan lamang ng pagtanggal ng wax sa ceramic mold:
· Ang investment casting ay gumagamit ng mataas na temperatura na mga autoclave upang matunaw ang wax, samantalang:-
· Sa Water glass casting ang mga amag ay nilulubog sa mainit na tubig upang alisin ang wax. Ang waks ay natutunaw mula sa mga hulma at lumulutang ito sa ibabaw ng tubig. Binibigyang-daan nito na ma-skim off ito at magamit muli para sa paggawa ng wax.
Malinaw, nagbibigay din ito ng mga pakinabang sa kapaligiran at ang wax ay ganap na nare-recycle.
Ang Lester-cast ay maaaring mag-alok ng opsyon na water glass sa pamamagitan ng partner nitong kumpanya sa China, na may maraming karanasan sa paggawa ng mga bahagi gamit ang prosesong ito.
Upang buod, ang proseso ng baso ng tubig ay nag-aalok ng:
· Superior surface finish kaysa sand casting.
· Mas mahusay na dimensional na katumpakan kaysa sa paghahagis ng buhangin.
· Makamit ang mas kumplikadong mga bahagi.
· Mas malalaking bahagi kaysa sa tradisyonal na paraan ng paghahagis ng pamumuhunan.
· Mas mura kaysa investment casting.
· Mas maraming pagpipilian ng mga metal.
· Mga pakinabang sa kapaligiran.
Ang water glass casting ay isa sa proseso ng investment casting, kung saan ang water glass ay idinaragdag sa mga molding material sa proporsyon at pagkatapos ay hinahalo at hinahalo sa loob ng 6-8 min, pagkatapos ay gilingin sa â sodium silicate-bonded sandâ. Pagkatapos ang buhangin ay inilalagay sa mga kahon ng amag kung saan ang CO2 ay labis na natangay. Nagsisimula ang CO2 ng kemikal na reaksyon sa baso ng tubig mula sa silica gel na nagpapatigas sa sodium silicate-bonded sand.
Bakit pumili ng water glass casting para sa iyong mga customized na bahagi?
Ang mga bahagi ng water glass casting ay ang pinaka-cost-effective na proseso ng casting na may mga maikling yugto ng paggawa ng shell, na tumutulong sa iyo na makatipid ng maraming gastos.
Kung ikukumpara sa mga bahagi ng silica sol casting, ang mga bahagi ng water glass casting ay may malaking pagkamagaspang sa ibabaw at mababang katumpakan ng dimensyon.
Ang kalidad ng ibabaw ng investment water glass casting parts ay mahirap, kaya ito ay pangunahing ginagamit para sa carbon steel at low alloy steel castings. At ang silica sol precision casting ay pangunahing ginagamit para sa mga produktong high-alloy na bakal at hindi kinakalawang na asero.
Application: Ang China water glass castings ay malawakang ginagamit sa lahat ng uri ng makinarya, tulad ng automotive casting, engineering machinery casting, agricultural casting parts, motor casting parts, elevator cast parts, mining parts, earth-moving machinery casting parts, construction machinery casting parts, marine at ship casting, pump fitting, hydraulic cylinder casting, valve casting spare parts at iba't ibang metal casting.
Ang pagkakaiba sa pagitan ng paraan ng nawalang wax at water glass casting ay ang paraan lamang ng pagtanggal ng wax sa ceramic mold:
· Ang investment casting ay gumagamit ng mataas na temperatura na mga autoclave upang matunaw ang wax, samantalang:-
· Sa Water glass casting ang mga amag ay nilulubog sa mainit na tubig upang alisin ang wax. Ang waks ay natutunaw mula sa mga hulma at lumulutang ito sa ibabaw ng tubig. Binibigyang-daan nito na ma-skim off ito at magamit muli para sa paggawa ng wax.
Malinaw, nagbibigay din ito ng mga pakinabang sa kapaligiran at ang wax ay ganap na nare-recycle.
Ang Lester-cast ay maaaring mag-alok ng opsyon na water glass sa pamamagitan ng partner nitong kumpanya sa China, na may maraming karanasan sa paggawa ng mga bahagi gamit ang prosesong ito.
Upang buod, ang proseso ng baso ng tubig ay nag-aalok ng:
· Superior surface finish kaysa sand casting.
· Mas mahusay na dimensional na katumpakan kaysa sa paghahagis ng buhangin.
· Makamit ang mas kumplikadong mga bahagi.
· Mas malalaking bahagi kaysa sa tradisyonal na paraan ng paghahagis ng pamumuhunan.
· Mas mura kaysa investment casting.
· Mas maraming pagpipilian ng mga metal.
· Mga pakinabang sa kapaligiran.
Ang water glass casting ay isa sa proseso ng investment casting, kung saan ang water glass ay idinaragdag sa mga molding material sa proporsyon at pagkatapos ay hinahalo at hinahalo sa loob ng 6-8 min, pagkatapos ay gilingin sa â sodium silicate-bonded sandâ. Pagkatapos ang buhangin ay inilalagay sa mga kahon ng amag kung saan ang CO2 ay labis na natangay. Nagsisimula ang CO2 ng kemikal na reaksyon sa baso ng tubig mula sa silica gel na nagpapatigas sa sodium silicate-bonded sand.
Bakit pumili ng water glass casting para sa iyong mga customized na bahagi?
Ang mga bahagi ng water glass casting ay ang pinaka-cost-effective na proseso ng casting na may mga maikling yugto ng paggawa ng shell, na tumutulong sa iyo na makatipid ng maraming gastos.
Kung ikukumpara sa mga bahagi ng silica sol casting, ang mga bahagi ng water glass casting ay may malaking pagkamagaspang sa ibabaw at mababang katumpakan ng dimensyon.
Ang kalidad ng ibabaw ng investment water glass casting parts ay mahirap, kaya ito ay pangunahing ginagamit para sa carbon steel at low alloy steel castings. At ang silica sol precision casting ay pangunahing ginagamit para sa mga produktong high-alloy na bakal at hindi kinakalawang na asero.
Application: Ang China water glass castings ay malawakang ginagamit sa lahat ng uri ng makinarya, tulad ng automotive casting, engineering machinery casting, agricultural casting parts, motor casting parts, elevator cast parts, mining parts, earth-moving machinery casting parts, construction machinery casting parts, marine at ship casting, pump fitting, hydraulic cylinder casting, valve casting spare parts at iba't ibang metal casting.
Mga Itinatampok na Produkto
Alloy Steel Silica Sol Investment Auto Casting
Alloy Steel Silica Sol Investment Casting Buffers
Silica Sol Investment Casting Stainless Steel Mould
Stainless Steel Mould Silica Sol Investment Casting
Stainless Steel Silica Sol Investment Casting para sa Axle Sleeve
Ductile Iron Silica Sol Investment Casting para sa Car Brake
Stainless Steel Silica Sol Investment Casting
Carbon Steel Silica Sol Casting para sa Mechanical Connected Parts








Tungkol sa atin
tungkol sa
sa amin
Ningbo Zhiye Mechanical Components Co., Ltd. Ito ay matatagpuan sa Xiachen Industrial Zone, Chunhu Town, Fenghua District, Ningbo City, na kilala sa mga precision casting nito sa China. Ito ay nasa ilalim ng Ningbo Huashen Group, na mayroong 5 kumpanya sa kabuuan .Na may higit sa 900 empleyado at ang taunang produksyon na output ay higit sa 3,000 tonelada. Ang mga pangunahing hanay ng negosyo aySilica Sol Investment Casting, Water Glass Investment Casting, Lost Foam Casting, Shell Mold Casting at Composite Lost Wax Investment Casting.Ito ay naging isang sikat na supply para sa precision castings sa China.

-

PRICE

PRICE
Magbigay sa iyo ng mga de-kalidad na produkto at mag-quote ng pinaka mapagkumpitensyang presyo.
Tingnan ang mga detalye -

OEM/ODM

OEM/ODM
Ang mga order ng OEM/ODM ay tinatanggap, sinusubukan naming matugunan ang lahat ng iyong mga pangangailangan.
Tingnan ang mga detalye -

KALIDAD

KALIDAD
Tumutok sa kalidad ng produkto, rate ng inspeksyon ng kalidad ng produkto na 100%.
Tingnan ang mga detalye -

PAGHAHATID

PAGHAHATID
Ang Mabilis na Supply Chain Guarantee System ay tiyaking tumpak na oras ng paghahatid.
Tingnan ang mga detalye -

SERBISYO

SERBISYO
Tumugon ang mga customer nang 24 na oras upang matulungan kang malutas ang anumang problema sa produkto.
Tingnan ang mga detalye
bagong produkto





Balita

Ano ang mga katangian ng pagganap ng mga precision casting?
Ang maximum na haba ng precision castings ay 700mm, ang madaling gawin na haba ay mas mababa sa 200mm, at ang maximum na timbang ay humigit-kumulang 100kg, kadalasang mas mababa sa 10kg.
Magbasa pa

Bakit mahal ang nawalang foam casting?
Ang Lost foam casting, na kilala rin bilang evaporative pattern casting, ay isang kumplikado at dalubhasang proseso ng paghahagis na kinabibilangan ng paglikha ng foam pattern ng gustong bahagi ng metal, pinahiran ito ng refractory na materyal, at pagkatapos ay pagbuhos ng tinunaw na metal sa molde. Bagama't nag-aalok ito ng ilang mga pakinabang, tulad ng masalimuot na mga hugis at magagandang detalye, may ilang mga dahilan kung bakit maaaring medyo mahal ang nawalang foam casting:
Magbasa pa

Kailan Gagamitin ang Investment Casting Sa Automotive
Ang paghahagis ng pamumuhunan ay isang maraming nalalaman na proseso ng pagmamanupaktura na maaaring magamit sa iba't ibang mga aplikasyon sa loob ng industriya ng automotive. Nag-aalok ito ng ilang mga pakinabang na ginagawang angkop para sa mga partikular na bahagi at mga sitwasyon. Narito ang ilang sitwasyon kung saan karaniwang ginagamit ang investment casting sa sektor ng automotive:
Magbasa pa

Paghahambing ng Stainless Steel at Aluminum sa Investment Casting
Ang hindi kinakalawang na asero at aluminyo ay parehong karaniwang ginagamit na materyales sa paghahagis ng pamumuhunan, na isang tumpak na proseso ng pagmamanupaktura na kinabibilangan ng paglikha ng mga kumplikadong hugis sa pamamagitan ng pagbuhos ng tinunaw na metal sa isang ceramic na amag. Ang bawat materyal ay may sariling hanay ng mga pakinabang at limitasyon sa paghahagis ng pamumuhunan. Narito ang isang paghahambing sa pagitan ng hindi kinakalawang na asero at aluminyo sa paghahagis ng pamumuhunan:
Magbasa pa

Mga solusyon upang mapabuti ang makabagong kakayahan ng mga talento sa paghahagis ng pamumuhunan
Sa kasalukuyan, ang teknolohiya pa rin ang pinakamalaking problema ng industriya ng investment casting sa ating bansa. Bagama't palagi tayong nakakakuha ng magandang reputasyon mula sa mga espesyalista sa paghahagis ng pamumuhunan sa ibang bansa, mayroon pa ring ilang masamang impluwensya para sa kakulangan ng teknolohiya. Kaya kung gusto nating palakihin ang investment casting market ,dapat nating pagbutihin ang makabagong kakayahan ng mga talento.
Magbasa pa
Investment casting industriya ng amag
Sa pag-unlad ng industriya ng paghahagis ng domestic investment at industriya ng amag, ang mga kaugnay na kagamitan tulad ng vertical at gantry machining center, ang CNC lathe ay mabilis ding nabubuo, na lubos na nagpapabuti sa katumpakan at lalim ng industriya ng investment casting.
Magbasa pa